Un fabricante por contrato que produce dispositivos médicos de Clase II y Clase III integró la limpieza por plasma de baja presión en su flujo de trabajo de producción y vio cómo las tasas de rechazo de piezas cayeron de aproximadamente el 12% a poco más del 7% — una reducción del 40% — en los primeros 90 días. La causa raíz de la mayoría de los rechazos había sido invisible: contaminación orgánica submicrónica dejada por aceites de mecanizado y residuos de manipulación que causaban fallos en las uniones adhesivas, recubrimientos inconsistentes y pruebas de biocompatibilidad fallidas. La limpieza por plasma eliminó la contaminación en su origen, proporcionando una superficie tan uniformemente activada que los procesos posteriores funcionaron como debían.
He aquí un hecho que frustra a los ingenieros de calidad: una superficie puede verse perfectamente limpia bajo inspección visual y aún así tener suficiente contaminación orgánica para arruinar una unión adhesiva o provocar la delaminación de un recubrimiento en el campo. Eso es exactamente lo que sucedía en esta instalación.
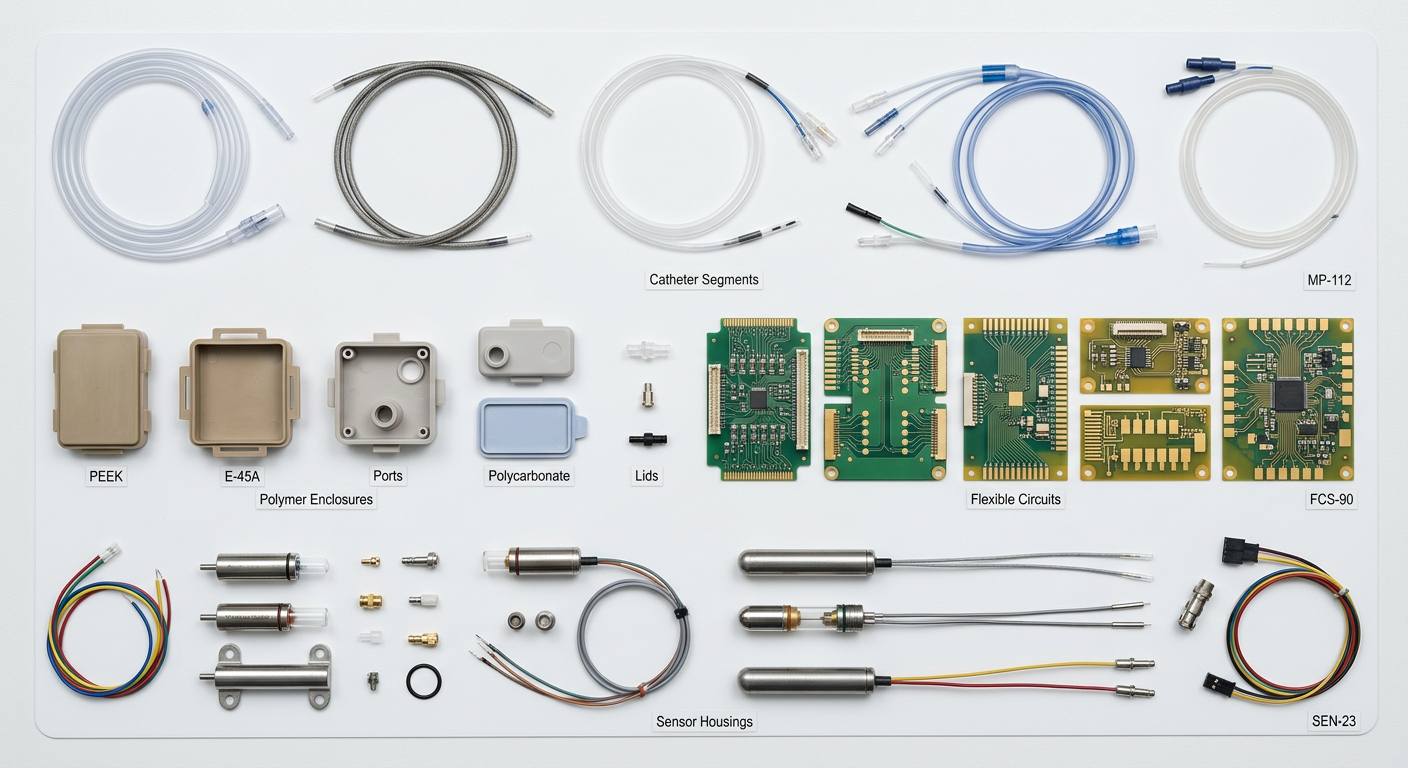
El fabricante producía componentes poliméricos e híbridos de polímero-metal — carcasas de catéteres, carcasas de sensores y conjuntos de conectores implantables. Su protocolo de limpieza existente se basaba en un limpiado manual con solvente de tres pasos: alcohol isopropílico, acetona y luego un enjuague con agua desionizada. Los operadores seguían meticulosamente el procedimiento operativo estándar. Las piezas pasaban las inspecciones visuales y de limpieza básica. Pero los datos de rechazo contaban una historia diferente:
El equipo realizó un análisis de superficie XPS (espectroscopia de fotoelectrones de rayos X) en piezas "limpias" y encontró capas de contaminación de carbono con un espesor promedio de 4 a 8 nanómetros. Eso es invisible al ojo, pero absolutamente devastador para la química de la superficie. La limpieza con solvente eliminaba la contaminación a granel, pero dejaba una película de residuos a nivel molecular — y a veces incluso depositaba nuevos residuos del propio solvente.

La limpieza con solventes no es mala. Simplemente es incompleta, especialmente para aplicaciones médicas de alto riesgo donde los umbrales de energía superficial determinan si una unión se mantiene o un recubrimiento se adhiere.
Solventes como IPA y acetona disuelven y desplazan contaminantes a granel (aceites, huellas dactilares, partículas). Pero no pueden romper los enlaces moleculares de las capas orgánicas quimisorbidas (contaminantes que se han unido químicamente a la superficie del sustrato). Peor aún, al evaporarse los solventes, pueden redepositar los contaminantes disueltos en una película fina y uniforme. La superficie en realidad se vuelve más uniformemente contaminada en lugar de menos.
El limpiado manual con solvente introduce variabilidad humana. La presión del paño, el tiempo de contacto, la frescura del solvente, el material del paño: todo difiere sutilmente de un operador a otro y de un turno a otro. En un entorno de producción que procesa más de 2000 piezas por semana, esa variabilidad se acumula. El fabricante rastreó las tasas de rechazo por turno y encontró una diferencia de 3× entre el mejor y el peor turno: mismas piezas, mismo SOP, diferentes manos.
El consumo mensual de solventes VOC era de aproximadamente 180 litros. Más allá de la carga de informes ambientales, los residuos de solventes en dispositivos médicos requieren una validación adicional para demostrar que no comprometen la biocompatibilidad. Cada cambio de solvente, incluso cambiar de proveedor para el mismo químico, desencadena una revalidación. Es una cinta de correr regulatoria que no agrega valor al paciente.
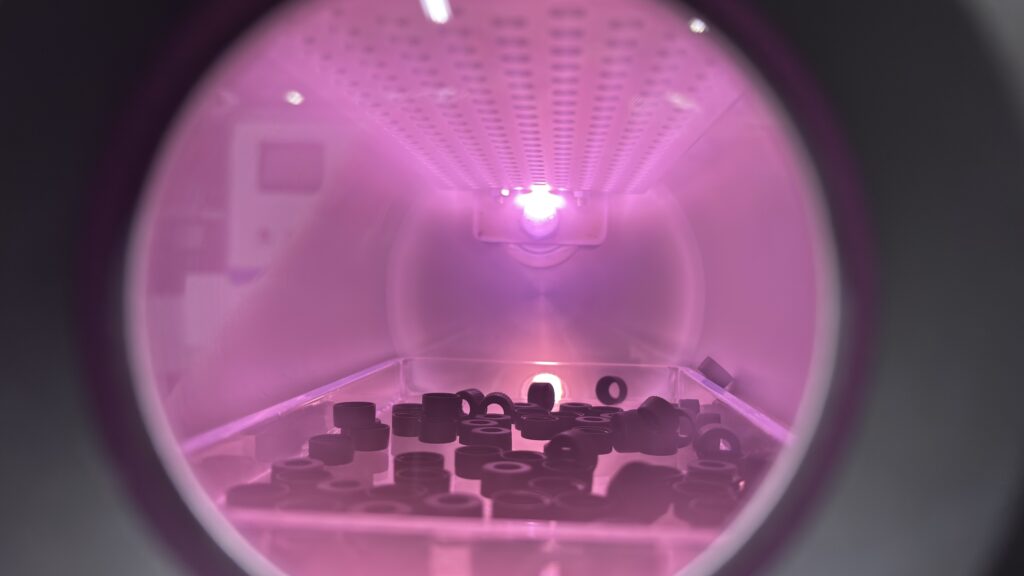
La instalación incorporó un sistema de plasma a baja presión con una mezcla de gases oxígeno/argón, procesando piezas en lotes de 50 a 80 componentes por ciclo. La integración completa tomó menos de tres semanas desde la entrega del equipo hasta su uso validado en producción. Esto es lo que el proceso de plasma realmente hace a nivel de superficie:
Las especies reactivas de oxígeno en el plasma atacan químicamente los contaminantes a base de carbono en la superficie, transformándolos en subproductos volátiles (CO₂, H₂O) que se bombean fuera de la cámara. Esto no es desplazamiento, es eliminación a nivel molecular. El XPS posterior al tratamiento mostró que las capas de contaminación de carbono se redujeron de 4–8 nm a menos de 0.5 nm.
Simultáneamente, el plasma introduce grupos funcionales polares (hidroxilo, carbonilo, carboxilo) en las superficies poliméricas. Esto aumenta drásticamente la energía superficial. La energía superficial previa al tratamiento se midió en 28–34 dina/cm. Después del tratamiento con plasma: 52–68 dina/cm. Ese salto es la diferencia entre un adhesivo que apenas moja la superficie y uno que se extiende uniformemente y se adhiere con toda su fuerza.
A nanoescala, el componente de argón del plasma erosiona suavemente la capa superficial superior, aumentando el área de unión efectiva sin alterar las tolerancias dimensionales. Para los conjuntos de conectores implantables, esta micro-rugosidad mejoró la resistencia de la unión en pruebas de pelado en un 55% en comparación con los controles limpiados con solvente.
Cada ciclo duró 90 segundos a 300W, una fracción del protocolo de limpieza manual de 12 minutos que reemplazó parcialmente. Para explorar cómo funcionan estos mecanismos de plasma con mayor detalle, visite nuestro centro de tecnología y conocimiento.
Dentro de los 90 días posteriores a la integración de la limpieza con plasma, los datos de producción cambiaron drásticamente. Los números no eran ambiguos: se rastrearon en más de 14,000 piezas de las tres líneas de productos.
Pero la mejora en la tasa de rechazo fue solo una parte de la historia. La instalación también experimentó ganancias en el rendimiento porque el ciclo de plasma (90 segundos) reemplazó dos de los tres pasos manuales con solvente. Los operadores aún realizaban un pre-limpieza con IPA para contaminación grave, pero los pasos de enjuague con acetona y DI se eliminaron por completo. El tiempo neto de limpieza por lote se redujo en más del 70%.
El consumo mensual de solvente VOC cayó de aproximadamente 180 litros a aproximadamente 40 litros. El equipo estimó ahorros anuales de aproximadamente $28,000 solo en costos de solvente, sin contar la reducción de desechos, menos retests y las horas de mano de obra recuperadas de los pasos de limpieza manual eliminados.

Los fabricantes de dispositivos médicos no adoptan un nuevo proceso solo porque funciona en pruebas. Necesitan evidencia validada, documentada y repetible de que funciona cada vez. La integración de la limpieza por plasma siguió un protocolo de validación estándar IQ/OQ/PQ (Calificación de Instalación / Calificación Operativa / Calificación de Rendimiento).
La energía superficial se eligió como la métrica principal de salida del proceso, medida mediante goniometría de ángulo de contacto en cupones testigo incluidos en cada lote. Criterio de aceptación: ≥50 dina/cm en todas las superficies poliméricas. Durante la fase de PQ (30 lotes de producción consecutivos), ni un solo lote cayó por debajo de 54 dina/cm.
El registro de datos integrado del sistema de plasma capturó cada parámetro para cada ciclo (potencia, presión, flujo de gas, duración y temperatura de la cámara), proporcionando la documentación de trazabilidad que los auditores de ISO 13485 esperan. Sin libros de registro manuales, sin errores de transcripción. Para los fabricantes que navegan estos requisitos, nuestra biblioteca de recursos incluye orientación sobre marcos de validación de procesos de plasma.
No todos los pasos de fabricación de dispositivos médicos necesitan tratamiento con plasma. Pero ciertas aplicaciones obtienen rendimientos desproporcionados, y comparten un hilo común: implican unión, recubrimiento, impresión o sellado en superficies poliméricas o híbridas donde la contaminación es el modo de fallo silencioso.
Los catéteres con balón requieren uniones adhesivas fiables entre el balón, el eje y el conector. Un fabricante de catéteres con el que trabajamos experimentaba 1 fallo de unión por cada 20 durante las pruebas de estallido. Después de integrar el tratamiento con plasma atmosférico en línea antes de la estación de unión, los fallos en las pruebas de estallido se redujeron a menos de 1 por cada 200. El proceso añadió 4 segundos por pieza.
El sellado hermético de las carcasas de sensores exige superficies impecables. Incluso una zona de contaminación del tamaño de una huella dactilar puede crear una ruta de microfugas. La limpieza con plasma antes del sellado asegura que todo el perímetro de unión esté uniformemente activado.
La adhesión del recubrimiento en superficies de stents poliméricos o dispositivos de administración de fármacos depende directamente de la energía superficial. Una baja energía superficial implica mala humectación, espesor de recubrimiento desigual y posible delaminación in vivo, un problema de seguridad del paciente, no solo una métrica de calidad.
La adhesión de tinta conductora en sustratos poliméricos flexibles para biosensores portátiles requiere energías superficiales superiores a 46 dina/cm para una impresión fiable. Las películas de poliimida y PET sin tratar suelen medir entre 32 y 38 dina/cm. La activación con plasma cierra esa brecha en segundos.
Explore la gama completa de aplicaciones de tratamiento con plasma en todas las industrias para ver dónde la activación superficial tiene el mayor impacto.
Los ingenieros de calidad se preocupan por las tasas de rechazo. Los gerentes de planta se preocupan por el costo. Así es como se acumularon los números para este fabricante durante los primeros 12 meses:
Ahorro total en el primer año: aproximadamente $225,000.
El sistema de plasma de baja presión, incluyendo instalación, validación y capacitación del operador, representó una inversión de capital que se recuperó por completo en menos de 7 meses según los ahorros anteriores. Después de la recuperación, el costo operativo continuo del sistema de plasma — gas de proceso, electricidad y mantenimiento anual — asciende a aproximadamente $4,500/año.
Más difíciles de cuantificar pero igualmente reales: menos quejas de clientes, liberación más rápida de lotes, menor fricción regulatoria y mayor confianza en la ampliación a nuevas líneas de productos. El equipo de calidad informó que su registro de CAPA (Acción Correctiva y Preventiva) relacionado con problemas de adhesión y recubrimiento se redujo en un 75% durante el primer año.
Para comprender el alcance completo de las capacidades de tratamiento con plasma que pueden generar un ROI similar en su instalación, recomendamos comenzar con un estudio de viabilidad del proceso.
La limpieza con plasma no es una varita mágica — es una herramienta de precisión que funciona de manera brillante cuando se implementa correctamente y decepciona cuando se pasan por alto detalles críticos. Estos son los errores que vemos con más frecuencia:
El plasma elimina la contaminación a nivel molecular. No elimina virutas de mecanizado, grasa pesada o partículas visibles. Si las piezas llegan a la cámara de plasma con contaminación gruesa, la energía del plasma se desperdicia quemando residuos voluminosos en lugar de activar la superficie. Una limpieza previa ligera (un paño con solvente o baño ultrasónico) antes del tratamiento con plasma es casi siempre el enfoque correcto.
Las superficies activadas por plasma no permanecen activadas para siempre. La energía superficial comienza a decaer a medida que los contaminantes ambientales se reabsorben, un proceso llamado recuperación hidrofóbica. Para la mayoría de los polímeros, la ventana práctica es de 30 minutos a 48 horas, dependiendo del material y las condiciones de almacenamiento. El fabricante en este caso de estudio trasladó el tratamiento con plasma a la estación inmediatamente antes del pegado, manteniendo el intervalo por debajo de 15 minutos. Las piezas que permanecieron toda la noche después del tratamiento mostraron una resistencia de unión mediblemente menor.
Apretar demasiadas piezas en una cámara de plasma crea sombreado: áreas que el plasma no puede alcanzar de manera uniforme. El límite de carga validado de 80 piezas con espaciado definido no fue arbitrario; se determinó durante las pruebas de OQ al mapear la energía superficial en diferentes posiciones de la cámara con diversas densidades de carga.
Validar el proceso una vez y dejarlo es una receta para la desviación. El desgaste de los electrodos, la contaminación del suministro de gas y el acondicionamiento de la cámara afectan la calidad del tratamiento con el tiempo. La medición del ángulo de contacto en línea o las pruebas de ruptura de agua en cupones testigo deben ser parte de los controles de calidad rutinarios, no solo de las actividades de validación.
Si su línea de producción de dispositivos médicos está lidiando con fallas de adhesión, inconsistencias en el recubrimiento o picos inexplicables de rechazo, la limpieza con plasma merece una evaluación seria. Pero hágalo metódicamente.
Comience con un análisis de superficie. Antes de invertir en equipos, caracterice su contaminación. XPS, FTIR o incluso simples mediciones de ángulo de contacto en piezas "limpias" le dirán si la contaminación molecular es su enemigo oculto. Si la energía superficial en sus piezas limpiadas es inferior a 40 dyne/cm en polímeros, casi con certeza tiene un problema de contaminación que los solventes no pueden resolver.
Realice un estudio de viabilidad. Envíe piezas de muestra para pruebas de tratamiento con plasma. Mida la resistencia de la unión, la adhesión del recubrimiento o cualquier otro atributo crítico de calidad, antes y después. Los datos construirán el caso de negocio para usted (o le ahorrarán una inversión innecesaria si la contaminación no es su causa raíz).
Diseñe el proceso en torno a su flujo de trabajo. El tratamiento con plasma es más efectivo cuando se realiza inmediatamente antes del proceso posterior. Instalarlo en el punto equivocado de su secuencia de producción desperdicia la mayor parte del beneficio.
Planifique la validación desde el primer día. Defina sus parámetros críticos de proceso, criterios de aceptación y estrategia de monitoreo antes de que llegue el equipo. Esto no es un trabajo secundario: es lo que diferencia una integración exitosa de un proyecto de ciencia.
El fabricante en este caso de estudio pasó de la consulta inicial a la producción validada en menos de ocho semanas. La reducción del 40% en la tasa de rechazo pagó el sistema antes del final del segundo trimestre. Si sus datos de producción cuentan una historia similar de fallos inexplicables, comuníquese con el equipo de fariplasmatech para una consultoría de viabilidad de proceso adaptada a sus materiales y requisitos específicos.







English

Spanish
Rogatus ad ultimum admissusque in consistorium ambage nulla praegressa inconsiderate