

La medición del ángulo de contacto es la forma más confiable y cuantitativa de verificar que el tratamiento con plasma está funcionando realmente en tus superficies. Una gota de agua sobre polipropileno sin tratar podría tener un ángulo de 90–100°; después de una activación adecuada con plasma, esa misma superficie debería mostrar menos de 30° — y si no es así, tu proceso de adhesión o recubrimiento se dirige a problemas. Esta guía cubre las técnicas de medición, los números que debes alpuedeszar, los errores que sabotean tus datos y cómo construir un flujo de trabajo de verificación que mantenga honesta tu línea de producción.
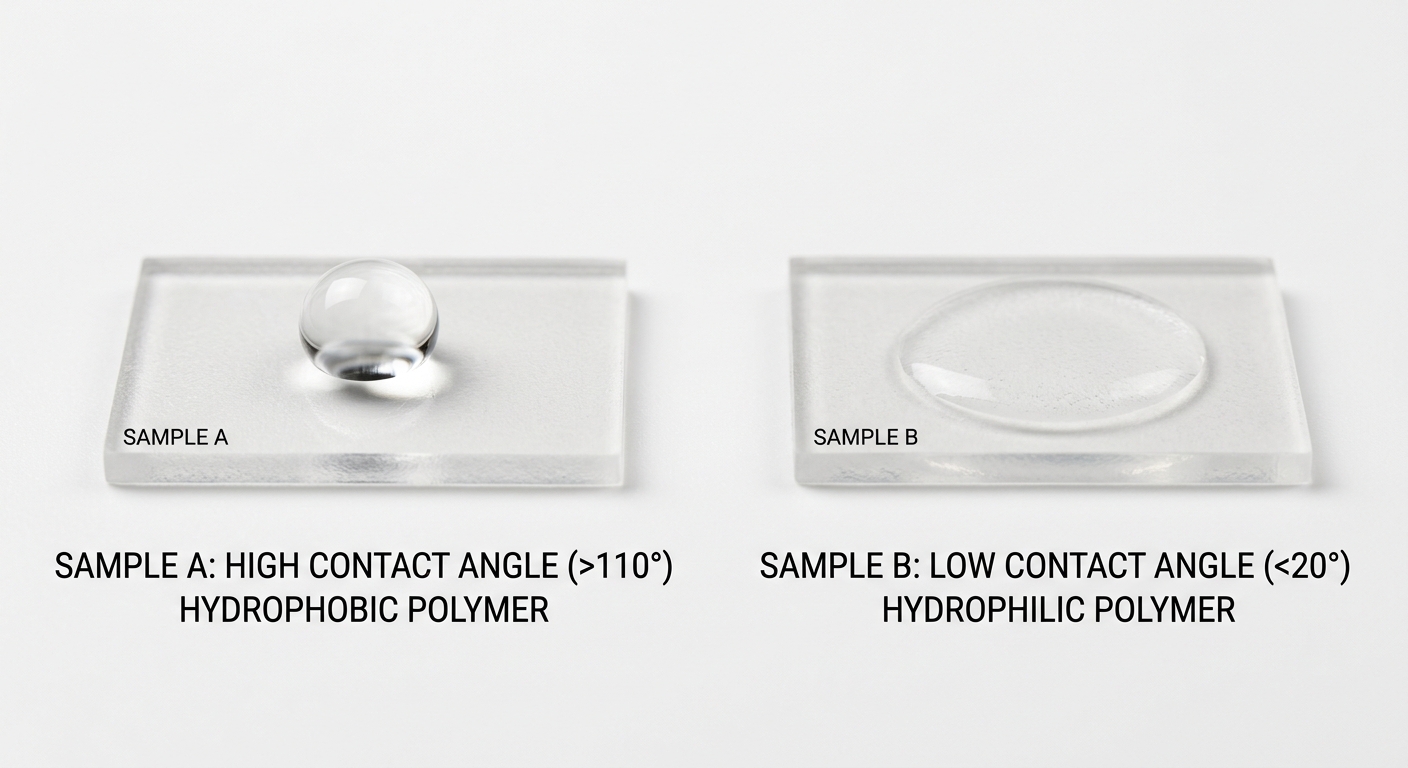
La energía superficial es invisible. No puedes ver si un sustrato polimérico ha sido activado, y definitivamente no puedes sentirlo. Pero puedes medirlo — y el ángulo de contacto es la forma más directa de hacerlo. Cuando una gota de líquido cae sobre una superficie de alta energía, se extiende plana. En una superficie de baja energía, forma gotas. El ángulo entre el borde de la gota y la superficie te dice exactamente dónde te encuentras.
He aquí por qué esto importa más de lo que piensas: las fallas en la unión adhesiva, la delaminación del recubrimiento y el rechazo de tinta son casi siempre problemas de energía superficial disfrazados. Una medición del ángulo de contacto detecta estos problemas antes de que se conviertan en desechos, reclamos de garantía o paradas de producción. Es la diferencia entre esperar que tu sistema de plasma esté funcionando y saber que lo está.
La ecuación de Young relaciona el ángulo de contacto (θ) con tres energías interfaciales: sólido-vapor, sólido-líquido y líquido-vapor. Cuando el tratamiento con plasma aumenta la energía superficial del sólido — al introducir grupos funcionales polares como hidroxilo, carbonilo y carboxilo — la energía interfacial sólido-líquido disminuye y la gota se extiende. Ángulo de contacto más bajo = mayor energía superficial = mejor mojabilidad. Ese es todo el principio.
Si deseas profundizar en cómo el plasma modifica la química superficial, nuestros recursos de tecnología y conocimiento cubren los mepuedesismos subyacentes en detalle.
Un goniómetro de ángulo de contacto coloca una gota controlada con precisión (típicamente 1–5 µL de agua desionizada) sobre la superficie, luego captura una imagen de perfil lateral con una cámara. El software ajusta una curva matemática al contorno de la gota y calcula el ángulo en la línea de contacto trifásica. Los instrumentos modernos logran una repetibilidad de ±0.5° y pueden almacenar cada medición con una marca de tiempo, exactamente lo que los auditores y gerentes de calidad desean ver.
El ángulo de contacto estático es el más simple: depositar una gota, medir. Es rápido y suficiente para la mayoría de los escenarios de control de calidad en producción. El ángulo de contacto dinámico, donde se mide el ángulo de avance (a medida que la gota crece) y el ángulo de retroceso (a medida que se encoge), proporciona más información sobre la heterogeneidad y rugosidad de la superficie. La diferencia entre los ángulos de avance y retroceso se llama histéresis del ángulo de contacto, y una alta histéresis a menudo indica un tratamiento inconsistente o contaminación.
Si su proceso de unión implica un adhesivo líquido que debe fluir sobre la superficie, las mediciones dinámicas son más predictivas del rendimiento en el mundo real. Para una verificación simple de sí/no en una línea de producción, los ángulos estáticos suelen ser suficientes.

No todas las instalaciones necesitan, o pueden justificar, un goniómetro de $20,000. Dos métodos más simples llenan el vacío, cada uno con sus ventajas y desventajas.
Las tintas Dyne (también llamadas tintas de prueba o bolígrafos Dyne) son formulaciones líquidas calibradas para niveles específicos de energía superficial (típicamente 30–72 mN/m en incrementos de 2 mN/m). Se pasa la tinta sobre la superficie: si moja y permanece extendida durante 2–3 segundos, la energía superficial iguala o supera ese nivel de dyne. Si forma gotas, la energía superficial es menor. Es rápido, económico e intuitivo, pero es semicuantitativo en el mejor de los casos, y los resultados dependen del juicio y la sincronización del operador.
El método más simple de todos: enjuaga la superficie con agua desionizada y observa. Si el agua forma una lámina uniforme sin romperse en gotas, la superficie está bien activada. Si forma gotas, no lo está. Esta es una prueba pura de aprobado/reprobado sin salida numérica, pero es sorprendentemente útil para una evaluación rápida en el piso de producción.
La tabla comparativa anterior resume cómo se comparan estos métodos. Para entornos de producción que necesitan trazabilidad documentada, un goniómetro es el claro ganador. Para verificaciones rápidas en línea entre mediciones con goniómetro, las tintas dyne tienen su lugar.
Aquí es donde la mayoría de los artículos técnicos se vuelven vagos. No lo haremos. Estos son puntos de referencia prácticos basados en sustratos industriales comunes después del tratamiento con plasma:
Estos son ángulos de contacto con agua usando el método de gota sésil. Si tu proveedor de adhesivo o recubrimiento especifica una energía superficial mínima en mN/m (o dyne/cm), puedes convertir usando el método de Owens-Wendt o van Oss, pero eso requiere medir con al menos dos líquidos de prueba, no solo agua.
Un ángulo de contacto de 45° en polipropileno es mejor que sin tratar, pero no es necesariamente suficiente para una unión adhesiva de alto rendimiento. Siempre compara con los requisitos específicos de tu proceso posterior, no solo con la línea base sin tratar. Si tu fabripuedeste de adhesivo dice que necesitas 38 mN/m de energía superficial, prueba hasta ese número, no hasta "más bajo que antes".
Esta es la mayor fuente de datos engañosos de ángulo de contacto en entornos de producción. Las superficies tratadas con plasma no permanecen activadas para siempre. La recuperación hidrofóbica — donde la superficie regresa gradualmente a su estado no tratado — comienza en minutos en algunos polímeros y puede ser significativa en horas.
En polipropileno tratado con plasma atmosférico, los ángulos de contacto pueden aumentar entre 10 y 15° en las primeras 24 horas. En PDMS (silicona), la recuperación puede ser aún más rápida. Algunos metales tratados permanecen estables durante días o semanas, especialmente en almacenamiento limpio. La tasa depende del tipo de polímero, las condiciones de almacenamiento y el tipo de gas de plasma utilizado.
Mida el ángulo de contacto lo más cerca posible del momento del tratamiento que su proceso permita — idealmente dentro de 5 a 15 minutos para polímeros. Si su flujo de trabajo de producción introduce un retraso entre el tratamiento y la unión, mida en el real intervalo de retraso, no inmediatamente después del tratamiento. De esa manera, sus datos de ángulo de contacto reflejarán lo que realmente encontrará el adhesivo o recubrimiento.
Por ejemplo, un proveedor de nivel 1 automotriz con el que trabajamos medía los ángulos de contacto inmediatamente después del tratamiento con plasma y obtenía lecturas hermosas de 18° en sus fascias de parachoques de PP. Pero las piezas permanecían en un almacén durante 48 horas antes de la aplicación de la imprimación. Cuando finalmente midieron en la marca de 48 horas, los ángulos habían retrocedido a 42°, muy por encima del umbral de mojado de su imprimación. Ajustar sus parámetros de plasma y reducir el tiempo de almacenamiento resolvió las fallas de adhesión que habían estado persiguiendo durante meses.
Incluso con un goniómetro de alta gama, una mala técnica produce números malos. Aquí están los errores que vemos con más frecuencia:
Use agua desionizada fresca Tipo I ASTM (resistividad de 18.2 MΩ·cm). El agua del grifo, el agua DI vieja o el agua que ha estado reposando en un recipiente abierto le darán ángulos de contacto artificialmente bajos porque los contaminantes disueltos reducen la tensión superficial del líquido. Reemplace su suministro de agua diariamente.
Una gota de 1 µL y una gota de 5 µL sobre la misma superficie pueden dar diferentes ángulos de contacto debido a los efectos de la gravedad. Elija un volumen (2–3 µL es estándar para la mayoría de los sustratos) y manténgalo constante en todas las mediciones.
Las huellas dactilares depositan aceites con energías superficiales alrededor de 25–30 mN/m. Un toque accidental puede hacer que una superficie perfectamente tratada parezca no tratada. Siempre manipule las muestras por los bordes o use guantes de nitrilo limpios.
La ecuación de Wenzel nos dice que la rugosidad amplifica el comportamiento de mojado intrínseco: las superficies hidrofílicas parecen más hidrofílicas y las superficies hidrofóbicas parecen más hidrofóbicas. Si su tratamiento con plasma también graba la superficie (como hacen muchos), su ángulo de contacto incluye tanto contribuciones químicas como de rugosidad. Esto no es necesariamente un problema — ambas contribuyen a la adhesión en el mundo real — pero tenga en cuenta que está midiendo un ángulo de contacto aparente , no uno intrínseco.
Una medición por muestra no es una medición — es una suposición. Tome al menos 3–5 lecturas en diferentes ubicaciones de cada muestra para capturar la uniformidad espacial. Reporte la media y la desviación estándar. Una media de 22° con σ = 2° es excelente. Una media de 22° con σ = 15° significa que su tratamiento es extremadamente desigual.
Saber cómo medir es una cosa. Integrar la medición en un flujo de trabajo de producción es otra. Aquí hay un marco que funciona en todas las industrias:
Mida los sustratos no tratados de cada lote de material. Registre la media y la desviación estándar. Esta es su referencia "antes" y detecta la variación del material entrante — algunos lotes de polímero contienen más agentes deslizantes o desmoldantes que otros, lo que afecta directamente la tratabilidad.
Trabaje hacia atrás desde su proceso posterior. Si su recubrimiento conformal de curado UV requiere una energía superficial ≥42 mN/m, determine el umbral de ángulo de contacto correspondiente. Incorpore un margen de seguridad — si el umbral es 35°, establezca su criterio de aprobación en ≤30°.
Como mínimo, mida al inicio de cada turno, después de cualquier interrupción del proceso (cambio de botella de gas, reemplazo de boquilla, ajuste de configuración de potencia) y a intervalos regulares durante la producción. Para piezas de alto valor o críticas para la seguridad, considere la medición en línea al 100% utilizando sistemas ópticos automatizados.
Registre cada medición con marca de tiempo, ID del operador, lote de material y parámetros de plasma. Tendenciar los datos a lo largo del tiempo. Una deriva ascendente gradual en los ángulos de contacto — incluso si aún está dentro de especificaciones — señala desgaste del electrodo, contaminación del gas u otra degradación antes de que se convierta en un problema de rechazo.
Nuestra descripción general de capacidades detalla los sistemas de plasma y parámetros de proceso que optimizamos para una activación superficial consistente y medible en volúmenes de producción.
El ángulo de contacto con agua le informa sobre la energía superficial total, pero no cuenta toda la historia. La energía superficial tiene dos componentes: un componente dispersivo (no polar) y un componente polar . El tratamiento con plasma aumenta principalmente el componente polar al injertar grupos funcionales que contienen oxígeno y nitrógeno en la superficie.
Si su adhesivo es no polar (como un cianoacrilato), el componente dispersivo importa más. Si es polar (como un epoxi), el componente polar domina. Usando el método Owens-Wendt-Rabel-Kaelble (OWRK), mide ángulos de contacto con al menos dos líquidos — típicamente agua y diiodometano — y calcula ambos componentes por separado.
Para la mayoría de los entornos de producción, la medición solo con agua es suficiente. Pero si está solucionando fallas de adhesión donde el ángulo de contacto parece correcto pero las uniones aún fallan, un análisis de dos líquidos a menudo revela un desajuste polar/dispersivo que el agua sola no puede detectar.
Para soporte técnico sobre la selección del enfoque de medición adecuado para su aplicación específica, nuestro equipo de servicios de tratamiento con plasma puede ayudarle a diseñar un protocolo de verificación adaptado a sus materiales y adhesivos.
Un fabripuedeste de dispositivos médicos que producía carcasas de PEEK (poliéter éter cetona) para electrónica implantable experimentaba una tasa de rechazo del 12% debido a fallos en la unión adhesiva durante el ensamblaje final. Utilizaban tratamiento con plasma atmosférico pero no tenían verificación sistemática; los operadores ocasionalmente usaban bolígrafos de dyne, pero los resultados eran inconsistentes y no estaban documentados.
Después de implementar una estación de goniómetro de ángulo de contacto inmediatamente después del sistema de plasma, establecieron que el PEEK sin tratar medía 78–85° y su adhesivo epoxi requería ≤25° para una unión confiable. Las mediciones iniciales revelaron que el 15% de las piezas tratadas salían de la cinta transportadora de plasma a 30–40° — técnicamente “tratadas” pero fuera del rango de unión.
La distancia entre la boquilla de plasma y la superficie variaba ±3 mm debido a la tolerancia del dispositivo de sujeción, y las piezas en los bordes de la cinta transportadora recibían menos exposición. Ajustar las tolerancias del dispositivo de sujeción y agregar un segundo paso para las piezas en posición de borde llevó todas las mediciones por debajo de 22°. Su tasa de rechazo disminuyó del 12% al 1.5% en un mes.
El goniómetro se pagó por sí mismo en desperdicios evitados en seis semanas. Eso no es un cálculo hipotético de ROI — es lo que sucede cuando dejas de adivinar y empiezas a medir.
La medición del ángulo de contacto no es solo una casilla de verificación de control de calidad — es el bucle de retroalimentación que hace que todo tu proceso de tratamiento con plasma sea controlable y mejorable. Sin ella, estás operando a ciegas. Con ella, puedes optimizar mezclas de gases, ajustar niveles de potencia, afinar distancias de tratamiento y validar nuevos materiales con confianza en lugar de prueba y error.
Comienza de manera simple si el presupuesto es ajustado: tintas de dyne para detección diaria, con verificación periódica con goniómetro. A medida que tu proceso madura, avanza hacia un control de calidad completo basado en goniómetro con registros digitales. La inversión escala con tus requisitos de calidad.
Si estás evaluando sistemas de tratamiento con plasma o necesitas ayuda para establecer protocolos de medición para tus sustratos específicos, comunícate con nuestro equipo de ingeniería. Ayudamos a los clientes no solo a seleccionar e instalar sistemas de plasma, sino a construir la infraestructura de verificación que garantiza que esos sistemas ofrezpuedes resultados medibles y repetibles, lote tras lote. También puede explorar nuestras soluciones específicas para aplicaciones para ver cómo la verificación del ángulo de contacto se integra en flujos de trabajo de producción reales en diversas industrias.


Inglés

Español
Rogatus ad ultimum admissusque in consistorium ambage nulla praegressa inconsiderate

