La unión adhesiva falla constantemente porque la superficie a la que se adhiere está rechazando el adhesivo, no porque el adhesivo en sí sea defectuoso. La mayoría de los polímeros, compuestos e incluso algunos metales tienen energías superficiales demasiado bajas para que los adhesivos se humedezcan y agarren correctamente, lo que genera uniones débiles que se despegan, agrietan o delaminan bajo tensión. El tratamiento superficial con plasma eleva esa energía superficial en segundos, creando un sustrato químicamente activo al que los adhesivos se adhieren con una resistencia drásticamente mayor, eliminando a menudo la necesidad de imprimaciones, abrasión o limpieza con disolventes.
He aquí una estadística que sorprende a la mayoría de los ingenieros: más del 80% de las fallas de uniones adhesivas son fallas adhesivas — lo que significa que el pegamento se despegó limpiamente del sustrato en lugar de rasgar la capa adhesiva (falla cohesiva). Esa distinción importa enormemente. La falla cohesiva significa que su adhesivo alcanzó su máxima resistencia y la unión se realizó correctamente. La falla adhesiva significa que la unión nunca se formó realmente.
El culpable es casi siempre la baja energía superficial. Materiales como el polipropileno (PP), polietileno (PE), PTFE, silicona y muchos plásticos de ingeniería tienen energías superficiales inherentemente bajas, típicamente de 28–34 mN/m. Para que un adhesivo humedezca una superficie y cree una unión fuerte, la energía superficial del sustrato debe superar la tensión superficial del adhesivo, generalmente por al menos 10 mN/m. Cuando no es así, el adhesivo forma gotas como agua sobre el capó de un coche encerado. Se asienta en la superficie en lugar de extenderse por la microtopografía.
Incluso los materiales con energía superficial adecuada — aluminio, acero, vidrio — pueden fallar si están contaminados. Los agentes desmoldantes, las huellas dactilares, los residuos de silicona y los fluidos de mecanizado crean una barrera invisible entre su adhesivo y el sustrato real. Puede que no vea la contaminación, pero el adhesivo ciertamente la siente. Una capa de 2 nanómetros de aceite de silicona es suficiente para reducir la resistencia de la unión en un 60% o más.

La energía superficial es el predictor más fiable de si un enlace adhesivo se mantendrá. Piensa en ella como una medida de lo “hambrienta” que está una superficie para la interacción molecular. Una alta energía superficial significa que la superficie atrae activamente líquidos y adhesivos. Una baja energía superficial significa que los repele.
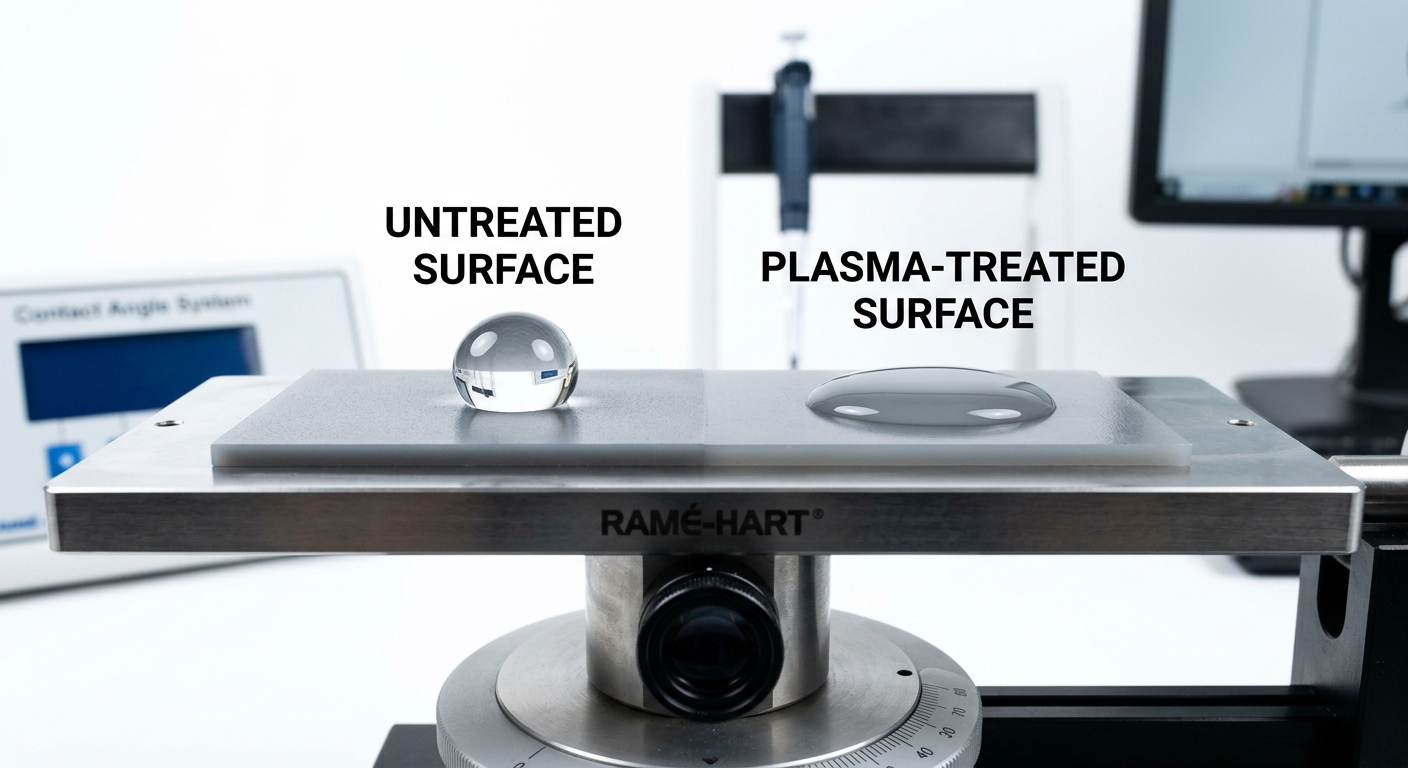
La forma más rápida de medir la energía superficial es una medición del ángulo de contacto con agua. Coloca una gota de agua desionizada sobre la superficie y mide el ángulo donde la gota se encuentra con el sustrato. Por debajo de 30° tienes una excelente mojabilidad: los adhesivos se extenderán y adherirán bien. Por encima de 90° estás luchando contra la física. La mayoría de las poliolefinas sin tratar se sitúan entre 95 y 105°, razón por la cual unir PP o PE sin tratamiento superficial es un ejercicio de frustración.
Para la unión adhesiva estructural, generalmente se desea una energía superficial superior a 50 mN/m. Para la adhesión de impresión y recubrimiento, a menudo es suficiente con 42–46 mN/m. La brecha entre donde comienzan la mayoría de los polímeros (28–34 mN/m) y donde necesitan estar (50+ mN/m) es exactamente la brecha que cierra el tratamiento con plasma. Y lo hace sin alterar las propiedades del material a granel: solo cambian los pocos nanómetros superiores.
Si deseas comprender la ciencia más amplia detrás de esto, nuestros recursos de tecnología y conocimiento desglosan la física en detalle.
El plasma no es magia: es física y química que ocurren en condiciones atmosféricas o de baja presión, y hace tres cosas simultáneamente que transforman una superficie para la unión.
Las especies de plasma (iones, radicales, fotones UV) bombardean la superficie y descomponen los contaminantes orgánicos a nivel molecular. Los aceites, agentes de desmoldeo y residuos de huellas dactilares se volatilizan en CO₂ y H₂O y se eliminan. Esto no es solo empujar la suciedad como un paño con solvente; es eliminar la contaminación hasta el nivel de monocapa.
Las especies reactivas del plasma rompen los enlaces C–H y C–C en la superficie del polímero y los reemplazan con grupos funcionales polares: grupos hidroxilo (–OH), carbonilo (C=O), carboxilo (–COOH) y amina (–NH₂). Estos grupos que contienen oxígeno y nitrógeno son polares, lo que aumenta drásticamente la energía superficial. Una superficie de polipropileno que comenzaba con 29 mN/m puede alcanzar 56–62 mN/m después de solo 2–5 segundos de tratamiento con plasma atmosférico.
Dependiendo de la química del gas y el tiempo de exposición, el plasma puede grabar la superficie a escala nanométrica, aumentando el área de contacto efectiva para el adhesivo. Este efecto de enclavamiento mecánico complementa la activación química, creando uniones que son tanto químicamente fuertes como físicamente ancladas.
El resultado: un adhesivo que antes se despegaba con la presión de un dedo ahora requiere fuerza destructiva para separarse, y el modo de falla cambia de adhesivo a cohesivo, que es exactamente lo que se desea.
La teoría está bien, pero las líneas de producción exigen resultados. Aquí hay dos escenarios donde el tratamiento con plasma convirtió fallas crónicas de unión en juntas confiables y repetibles.
Un proveedor automotriz de primer nivel estaba uniendo paneles de moldura de TPO (olefina termoplástica) con un adhesivo hot-melt de poliuretano. Las tasas de rechazo rondaban el 12–15% debido a la delaminación en pruebas de ciclos térmicos. Habían probado el tratamiento con llama, pero la distancia inconsistente de la llama causaba marcas de quemadura y deformación dimensional en secciones delgadas. Después de cambiar al tratamiento con plasma atmosférico integrado directamente en su línea de ensamblaje, la energía superficial saltó de 31 mN/m a 58 mN/m. Las tasas de rechazo cayeron por debajo del 0.5%, y eliminaron por completo el paso de imprimación, ahorrando aproximadamente €0.35 por pieza solo en costos de material.
Un fabricante de dispositivos médicos necesitaba unir un cubo de poliamida a un eje de catéter de PTFE utilizando un adhesivo de curado UV. El PTFE es notoriamente difícil de unir: su energía superficial ronda los 18–20 mN/m, una de las más bajas de cualquier polímero. El tratamiento con plasma de baja presión utilizando un gas formador (95% N₂ / 5% H₂) elevó la energía superficial por encima de 50 mN/m y creó grupos funcionales amina que reaccionaron con la química del adhesivo. Los resultados de las pruebas de tracción mejoraron de 2.1 N (sin tratar) a 14.8 N (tratado con plasma), una mejora de 7 veces que superó la especificación de diseño.
Explore más sobre cómo el plasma se integra en los flujos de trabajo de producción en nuestra página de aplicaciones.

El plasma no es el único método de preparación de superficies, por supuesto. Pero las alternativas conllevan cada una compromisos significativos que el plasma evita.
Las toallitas con isopropanol o acetona eliminan la contaminación gruesa pero no aumentan la energía superficial. También introducen sus propios riesgos de contaminación: residuos del material de la toallita, evaporación incompleta y variabilidad del operario. Dos técnicos limpiando la misma pieza obtendrán resultados diferentes. Además, las regulaciones sobre COV se están endureciendo a nivel mundial, lo que hace que el uso de disolventes sea cada vez más costoso y con mayores requisitos de cumplimiento.
La abrasión mecánica crea rugosidad superficial para el anclaje mecánico, pero no añade grupos funcionales polares. También genera contaminación particulada que puede quedar atrapada bajo el adhesivo, creando huecos y concentradores de tensión. Para piezas de precisión con tolerancias ajustadas, la abrasión a menudo no es una opción en absoluto.
El tratamiento con llama aumenta efectivamente la energía superficial, pero requiere un control preciso de la distancia entre el quemador y la superficie (típicamente 6–10 mm), añade calor significativo a la pieza y plantea problemas de seguridad con llamas abiertas en producción. Para geometrías 3D o sustratos sensibles al calor, el tratamiento con llama no es práctico.
Las imprimaciones funcionan, pero añaden coste de material (€0.10–€0.80 por pieza dependiendo de la química), tiempo de secado (minutos a horas) y otro paso de proceso que puede introducir defectos. También tienen limitaciones de vida útil y requieren una gestión cuidadosa del inventario.
El tratamiento con plasma elimina todos estos problemas: sin productos químicos, sin daños por calor, sin partículas, sin variabilidad del operador y tiempos de proceso medidos en segundos en lugar de minutos.
No todos los sistemas de plasma son iguales, y elegir el tipo incorrecto para su aplicación puede perjudicar los resultados.
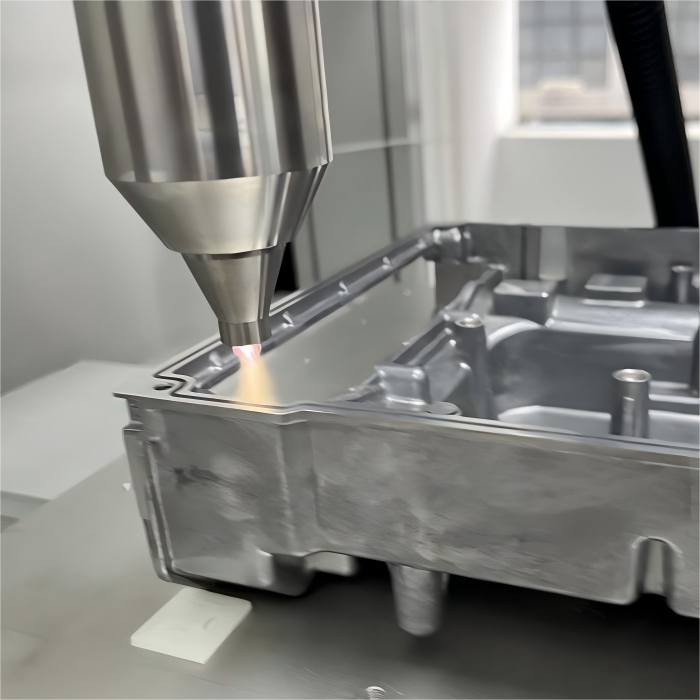
También llamados chorros de plasma atmosférico o plasma de arco soplado, estos sistemas operan a presión ambiente y pueden montarse en brazos robóticos o integrarse en línea. Tratan una franja estrecha (típicamente de 5 a 25 mm de ancho) y son ideales para el tratamiento selectivo de líneas de unión, superficies de sellado o áreas específicas de una pieza. Son comunes velocidades de tratamiento de 5 a 50 m/min. Si está uniendo un área de junta específica en una pieza por lo demás terminada, el plasma atmosférico suele ser la opción correcta.
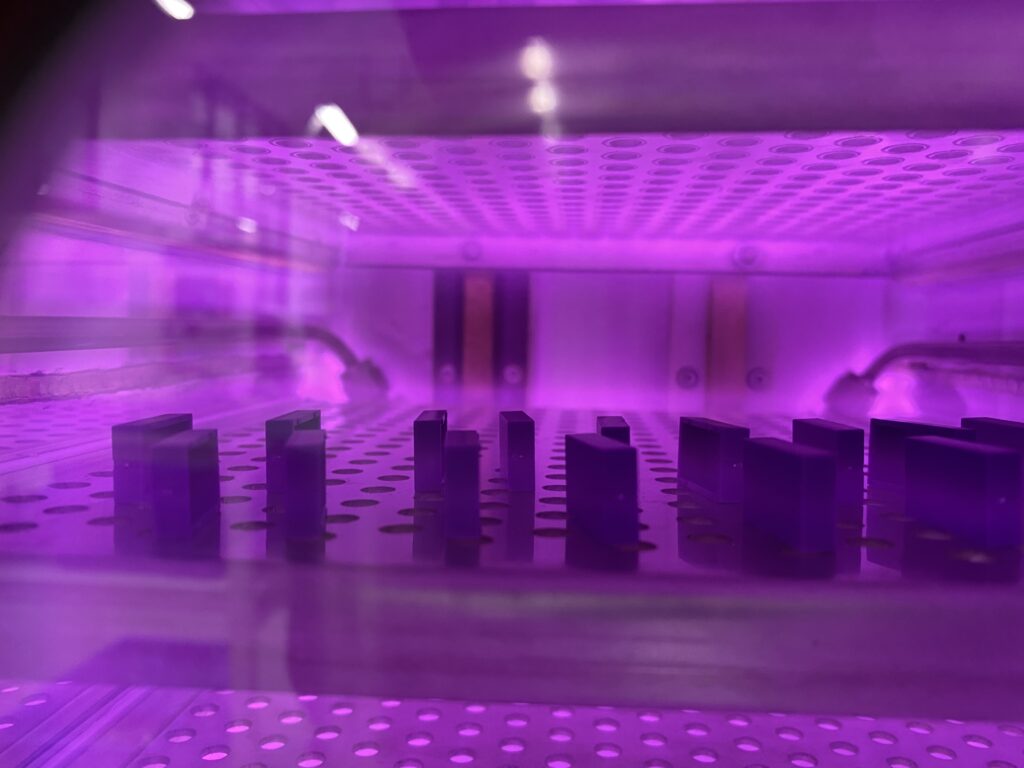
Estos sistemas por lotes tratan piezas enteras de manera uniforme dentro de una cámara de vacío. Son la mejor opción para geometrías 3D complejas, superficies internas (como el interior de tubos) o cuando se necesita tratar cientos de piezas pequeñas simultáneamente. La química del gas se puede controlar con precisión: oxígeno, nitrógeno, argón, gas formador o mezclas personalizadas, lo que brinda un control afinado sobre los grupos funcionales depositados en la superficie. Los tiempos de ciclo suelen ser de 1 a 10 minutos, incluida la evacuación.
Para aplicaciones de unión en línea de alta velocidad —automotriz, ensamblaje electrónico, empaque— el plasma atmosférico gana en velocidad y simplicidad de integración. Para dispositivos médicos, componentes aeroespaciales o cualquier aplicación que requiera un tratamiento uniforme en toda la superficie, el plasma de baja presión ofrece resultados más consistentes. Nuestra gama de productos de plasma cubre ambos enfoques.
El tratamiento con plasma no es una solución de configurar y olvidar. Los parámetros incorrectos pueden tratar insuficientemente una superficie (sin mejora) o tratarla en exceso (degradación). Estas son las variables que más importan.
Para el plasma atmosférico, la distancia boquilla-superficie es crítica, típicamente de 5 a 15 mm para la mayoría de los sistemas. Demasiado lejos y las especies reactivas se recombinan antes de llegar a la superficie. Demasiado cerca y se corre el riesgo de daño térmico. La velocidad de tratamiento determina la dosis: velocidades más lentas entregan más energía por unidad de área. Un punto de partida común es 10 mm de distancia a 10 m/min, optimizando a partir de ahí según mediciones del ángulo de contacto.
El aire comprimido seco (CDA) es la opción predeterminada para sistemas atmosféricos y funciona bien para la mayoría de las activaciones de polímeros. Para sistemas de baja presión, el plasma de oxígeno maximiza los grupos hidroxilo y carboxilo, el plasma de nitrógeno o amoníaco añade grupos amino (excelente para adhesivos epoxi), y el plasma de argón proporciona el efecto de limpieza y grabado más fuerte con una funcionalización mínima.
Esto sorprende a muchos: la activación por plasma no es permanente. Las superficies tratadas experimentan una "recuperación hidrofóbica" a medida que las cadenas de polímeros rotan y migran para minimizar la energía superficial. En la mayoría de los polímeros, se tiene una ventana de adhesión de 30 minutos a 72 horas después del tratamiento, dependiendo del material y las condiciones de almacenamiento. El HDPE se recupera más rápido que el PEEK, por ejemplo. La regla práctica: adherir lo antes posible después del tratamiento, idealmente dentro del mismo ciclo de producción.
Para obtener orientación detallada sobre la optimización de estos parámetros para sus materiales específicos, póngase en contacto con nuestro equipo de aplicaciones.
No se puede gestionar lo que no se puede medir. Afortunadamente, verificar la efectividad del tratamiento con plasma es sencillo.
El método más rápido en el taller. Aplique tintas dyne de tensión superficial creciente sobre la superficie tratada. Si la tinta se extiende (forma una película en lugar de gotas), la energía superficial supera el valor de esa tinta. Es semicuantitativo pero rápido y económico, ideal para controles de calidad de entrada. Apunte a que el nivel de tinta supere la tensión superficial de su adhesivo en al menos 10 mN/m.
El estándar de oro para I+D y validación de procesos. Un goniómetro automatizado dispensa una gota precisa y mide el ángulo de contacto con una precisión de ±0,1°. Esto proporciona datos cuantitativos de energía superficial que se pueden correlacionar directamente con la resistencia de la unión. Si está desarrollando un nuevo proceso de unión, invierta en datos de goniometría: le ahorrará meses de prueba y error.
En última instancia, lo que importa es la resistencia de la unión. Pruebas estandarizadas como ASTM D1002 (cizalladura por solapamiento), ASTM D3330 (adhesión por pelado) o ISO 4587 proporcionan cifras concretas. El indicador clave de una superficie bien preparada no son solo valores de fuerza más altos, sino el cambio de fallo adhesivo a fallo cohesivo. Cuando el adhesivo se desgarra a sí mismo en lugar de desprenderse del sustrato, sabe que el tratamiento superficial está funcionando.
Nuestros whitepapers y hojas de datos incluyen datos de prueba detallados para combinaciones comunes de material y adhesivo.
Si ha probado tres marcas diferentes de adhesivo, ha probado todos los imprimadores del mercado y aún así no logra que las uniones se mantengan, el problema casi con certeza no es el adhesivo. Es la superficie. El tratamiento con plasma aborda la causa raíz del fallo adhesivo (baja energía superficial y contaminación) en lugar de intentar compensar con capas de adhesivo más gruesas o formulaciones especializadas costosas.
La economía es convincente: los sistemas de plasma generalmente se amortizan en un plazo de 6 a 12 meses mediante la eliminación de costos de imprimación, tasas de rechazo reducidas y tiempos de ciclo más rápidos. El caso ambiental es aún más sólido: sin solventes, sin COV, sin flujos de desechos peligrosos.
Ya sea que esté uniendo poliolefinas en automoción, PTFE en dispositivos médicos o compuestos en aeroespacial, el tratamiento con plasma es la forma más confiable, repetible y escalable de garantizar uniones adhesivas que realmente duren. Explore nuestras capacidades de tratamiento con plasma para ver cómo podemos resolver su desafío de unión específico, o comuníquese directamente para analizar su aplicación.





Inglés

Español
Rogatus ad ultimum admissusque in consistorium ambage nulla praegressa inconsiderate